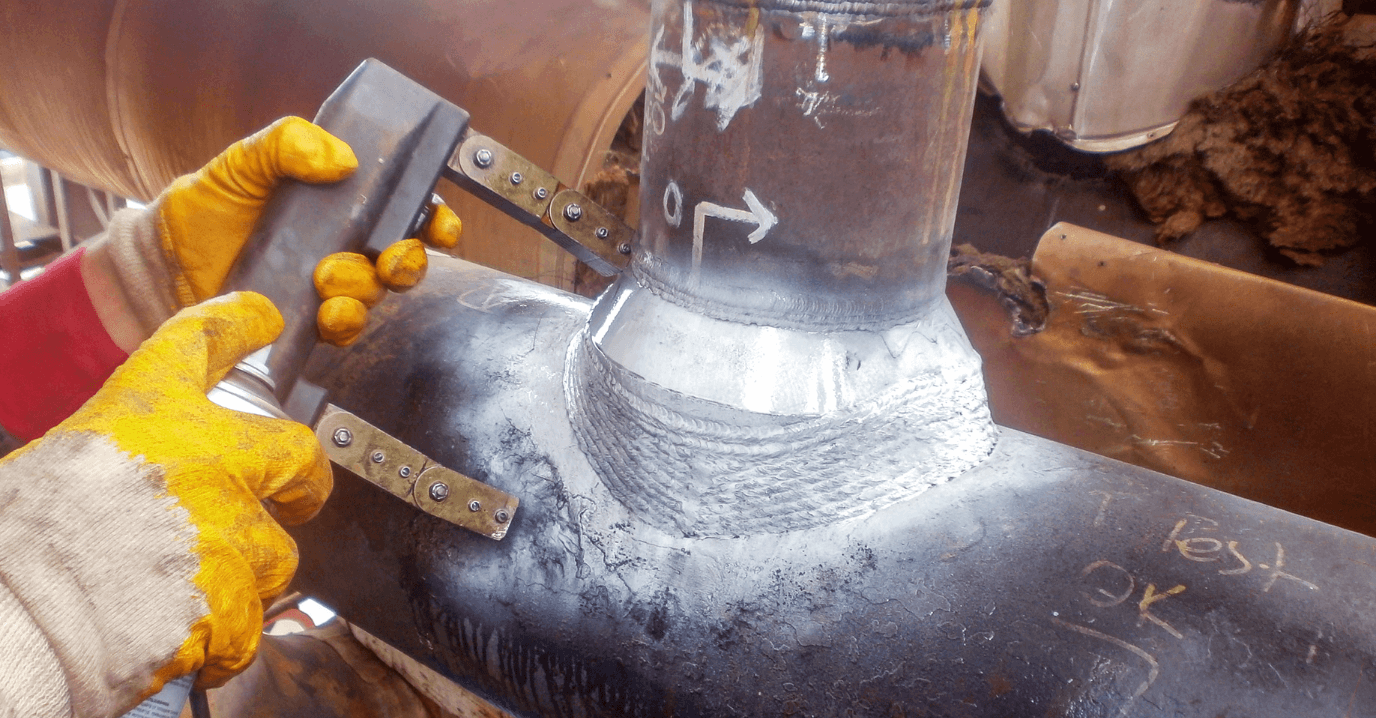
Bayangkan Anda sedang melihat sebuah sambungan las pada pipa bertekanan tinggi. Dari luar, permukaannya tampak begitu sempurna. Tidak ada retakan, tidak ada pori yang terlihat, dan hasil lasannya sangat rapi. Namun, pernahkah Anda bertanya-tanya, apakah bagian dalamnya juga sebaik penampilan luarnya? Di sinilah Pengujian Ultrasonik atau Ultrasonic Testing mengambil peran yang sangat krusial.
Secara garis besar, pengujian ultrasonic las adalah metode inspeksi canggih yang memanfaatkan gelombang suara berfrekuensi tinggi (umumnya di kisaran 0,1 MHz hingga 25 MHz) untuk menembus dan memeriksa kondisi internal suatu material. Gelombang ini disalurkan ke dalam logam menggunakan alat bernama probe atau transduser. Jika gelombang tersebut menabrak “penghalang” atau cacat di dalam material seperti retakan, porositas, slag inclusion, lack of fusion, atau lack of penetration, sebagian energi akan memantul kembali. Pantulan ini kemudian muncul di layar alat sebagai sinyal yang bisa dianalisis oleh inspektur.
Bagi Anda yang baru mendalami bidang ini, konsep ultrasonic testing sebenarnya sangat mirip dengan sistem sonar pada kapal selam. Kapal memancarkan gelombang suara ke dasar laut dan menangkap pantulannya untuk mendeteksi objek di bawah air. Dalam metode ini, logam bertindak sebagai “lautan” tempat suara merambat, sedangkan cacat internal adalah “objek” yang memantulkan gelombang tersebut.
Mengapa Ultrasonic Testing Sangat Penting untuk Inspeksi Las?
Dalam lanskap industri modern, kegagalan pada sambungan las bisa memicu konsekuensi fatal. Insiden serius seperti kebocoran pipa gas, pecahnya bejana tekan (pressure vessel), hingga runtuhnya struktur baja raksasa sering kali berawal dari cacat mikroskopis. Cacat ini sering luput dari deteksi sejak awal.
Pengujian ultrasonik memberikan kita semacam “mata-X” untuk melihat ke dalam material tanpa harus memotong atau merusaknya sama sekali. Metode ini sangat diandalkan karena mampu menemukan diskontinuitas internal yang mustahil dideteksi oleh inspeksi visual biasa maupun beberapa metode pengujian tak merusak (Non-Destructive Testing/NDT) lainnya.
Karena alasan tersebut, ultrasonic testing menjadi standar emas untuk menginspeksi sambungan las kritis. Selain mendeteksi keberadaan cacat, UT juga mampu memberikan informasi presisi mengenai lokasi, kedalaman, ukuran, serta orientasi cacat. Data ini menjadi landasan penting untuk memutuskan apakah sambungan las itu bisa diterima, perlu diperbaiki, atau harus diganti total.

Bagaimana Prinsip Kerjanya?
Pada dasarnya, ultrasonic testing bekerja dengan mengandalkan hukum perambatan gelombang suara di dalam benda padat. Sistem ini bermula dari probe yang mengubah energi listrik menjadi gelombang ultrasonik melalui proses yang disebut efek piezoelektrik. Gelombang yang dihasilkan kemudian merambat masuk ke dalam material hingga menabrak batas material atau cacat di bagian dalam.
Ketika menabrak cacat, sebagian energi gelombang akan langsung dipantulkan kembali menuju probe. Perangkat UT kemudian akan menghitung secara presisi berapa lama waktu tempuh bolak-balik gelombang tersebut. Karena kecepatan rambat suara di dalam logam tertentu sudah diketahui pasti, sistem ini bisa mengkalkulasi letak posisi cacat secara akurat.
Sebagai analogi sederhana, bayangkan Anda sedang berteriak di dalam gua yang gelap. Semakin jauh letak dinding gua tersebut, semakin lama waktu yang dibutuhkan agar gema suara Anda kembali. Prinsip waktu tempuh inilah yang diaplikasikan ultrasonic testing di dalam logam. Selain menganalisis waktu, inspektur juga akan memperhatikan amplitudo (tinggi gelombang) dari sinyal pantulan. Semakin besar amplitudo yang muncul di layar, biasanya menandakan ukuran cacat yang lebih besar.

Tiga Komponen Utama Peralatan Ultrasonic Testing
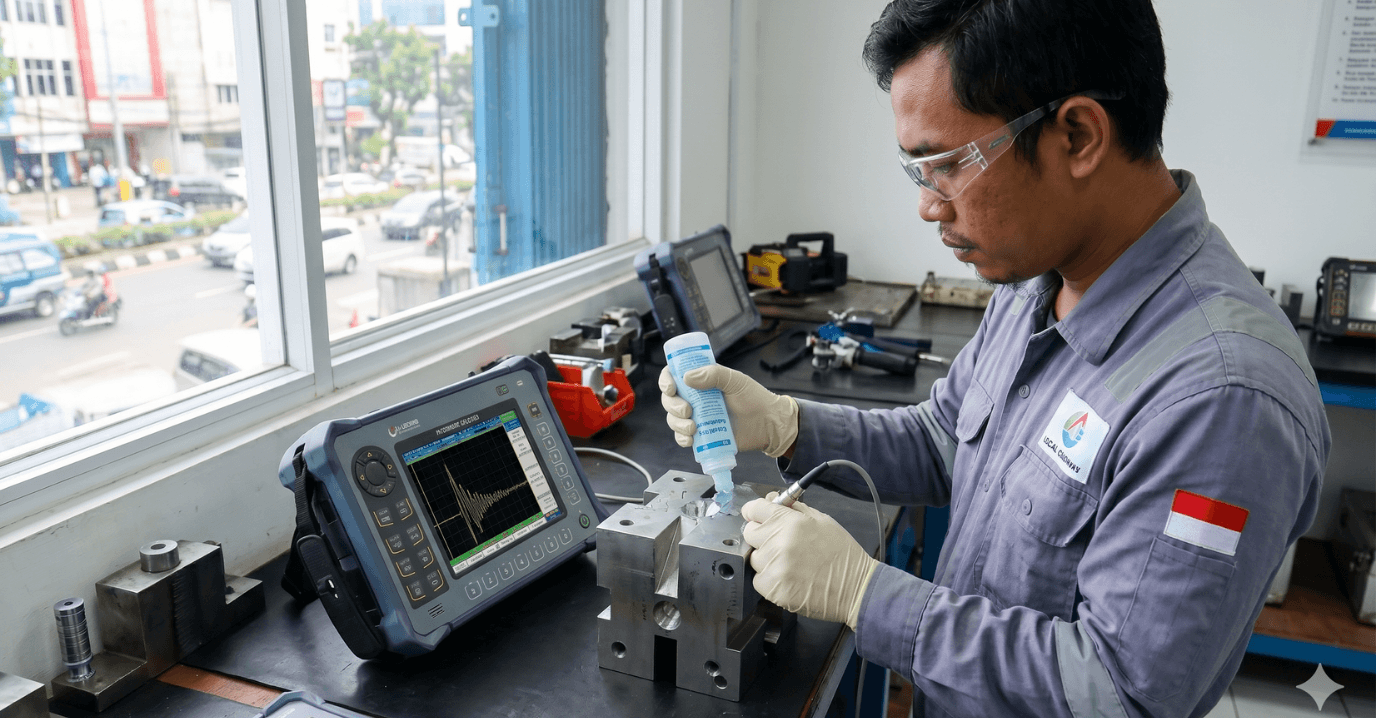
Sebuah sistem ultrasonic testing umumnya digerakkan oleh tiga komponen krusial yang saling melengkapi:
- Ultrasonic Flaw Detector: Bertindak sebagai “otak” utama operasi. Unit ini berfungsi menghasilkan pulsa listrik, menerima sinyal pantulan, dan memvisualisasikan hasil inspeksi di layar. Perangkat modern bahkan sudah dibekali penyimpanan memori internal, analisis otomatis, hingga pembuatan laporan instan.
- Probe atau Transduser: Bertugas sebagai penerjemah untuk mengubah energi listrik menjadi gelombang suara, dan sebaliknya. Komponen ini hadir dalam beberapa varian, mulai dari pancaran lurus (straight beam), pancaran sudut (angle beam), hingga phased array probe yang kompleks.
- Couplant: Cairan, gel, atau pasta khusus yang dilumurkan di antara permukaan probe dan material yang diuji. Fungsinya sangat vital, yaitu menutup celah udara sekecil apa pun yang bisa menghalangi masuknya gelombang ultrasonik. Tanpa couplant, energi suara akan memantul di udara dan terbuang sia-sia.
Jenis-Jenis Pengujian Ultrasonik
Dalam praktiknya, ada beberapa teknik ultrasonic testing yang disesuaikan dengan kebutuhan dan kerumitan di lapangan:
- Conventional Ultrasonic Testing: Inspektur menggunakan satu elemen transduser dengan satu sudut tembak yang tetap. Pendekatan ini masih sangat populer karena pengoperasiannya sederhana, ekonomis, dan tangguh untuk inspeksi las umum.
- Phased Array Ultrasonic Testing (PAUT): Teknik ini menggunakan transduser dengan banyak elemen kecil yang dapat ditembakkan secara bergantian melalui kendali komputer. Inspektur bisa menyapu gelombang ke berbagai arah tanpa menggeser probe secara fisik. Hasilnya adalah pencitraan visual dua dimensi (seperti S-Scan dan B-Scan) yang mempermudah interpretasi cacat.
- Time of Flight Diffraction (TOFD): Memanfaatkan prinsip difraksi gelombang suara di ujung-ujung retakan, bukan pantulannya. TOFD sangat akurat dalam mengukur tinggi dan kedalaman retakan, menjadikannya pilihan favorit untuk inspeksi sambungan pipa dan bejana tekan.
Tahapan Inspeksi Las Menggunakan UT
Agar hasilnya presisi dan dapat dipertanggungjawabkan, ada beberapa langkah standar yang wajib dilakukan secara berurutan:
- Persiapan Permukaan: Area logam harus dibersihkan dari karat, kerak sisa pengelasan, lapisan cat tebal, atau kotoran yang berpotensi menghalangi gelombang suara.
- Aplikasi Couplant: Cairan atau gel couplant dioleskan secara merata di atas area yang akan dipindai.
- Kalibrasi Alat: Ini adalah tahapan paling krusial. Alat harus dikalibrasi menggunakan blok kalibrasi standar (seperti blok V1 atau V2). Melakukan kalibrasi yang salah adalah resep pasti untuk mendapatkan hasil inspeksi yang keliru.
- Proses Pemindaian (Scanning): Inspektur akan menggerakkan probe di sepanjang jalur sambungan las dengan pola tertentu (biasanya zig-zag). Setiap indikasi gelombang mencurigakan akan dianalisis mendalam untuk menyimpulkan apakah itu cacat berbahaya atau sekadar indikasi yang masih masuk toleransi.
Baca Juga : Panduan Lengkap Alat Uji Cacat Las Ultrasonic: Cara Kerja, Jenis & Aplikasi NDT
Jenis Cacat Las yang Dapat Dideteksi
Kehebatan utama ultrasonic testing terletak pada sensitivitasnya menemukan anomali tersembunyi, khususnya cacat planar (seperti retakan tipis) yang posisinya tegak lurus. Berikut adalah jenis-jenis cacat yang umum terdeteksi:
| Jenis Cacat | Deskripsi Singkat |
| Crack | Retakan berbahaya yang terjadi pada logam las. |
| Lack of Fusion | Logam las dan material dasar tidak melebur dan menyatu dengan sempurna. |
| Lack of Penetration | Akar las tidak tertembus atau tidak terisi penuh oleh logam lasan. |
| Slag Inclusion | Terperangkapnya terak (kotoran sisa pelindung las) di bagian dalam daging las. |
| Porosity | Terbentuknya rongga atau gelembung gas kecil yang terjebak di dalam material. |
| Lamination | Pemisahan lapisan pelat pada material dasar logam itu sendiri. |
Keunggulan dan Tantangan Menggunakan Ultrasonic Testing
Alasan utama industri menyukai metode ini adalah karena UT bekerja sangat cepat tanpa perlu merusak material. Berbeda dengan metode Radiografi (RT) yang mengharuskan Anda menunggu proses cuci film, ultrasonic testing menampilkan hasil deteksi secara real-time. Inspeksi ini juga dapat dilakukan hanya dari satu sisi material, sangat cocok untuk area sempit. Dari sisi keamanan, UT 100% aman dan bebas radiasi sehingga pekerjaan di sekitarnya bisa tetap berjalan.
Namun, UT sangat bergantung pada kemampuan operator. Interpretasi sinyal di layar membutuhkan jam terbang tinggi. Tantangan lainnya berasal dari material itu sendiri. Logam dengan struktur butiran kasar (seperti stainless steel jenis austenitic tertentu) dapat menghamburkan gelombang suara dan menghasilkan sinyal bising (noise). Oleh karena itu, operator ultrasonic testing wajib memiliki pelatihan teknis dan sertifikasi resmi.
Perbandingan Ultrasonic Testing dengan Metode NDT Lain
Untuk memberikan gambaran yang lebih jelas, mari kita sandingkan UT dengan metode populer lainnya:
Ultrasonic Testing vs Radiographic Testing (RT)
| Aspek Perbandingan | Ultrasonic Testing | Radiographic Testing (RT) |
| Deteksi Retak Planar | Sangat Baik | Terbatas |
| Paparan Radiasi | Tidak Ada (Aman) | Ada (Berbahaya) |
| Hasil Inspeksi | Langsung (Real-time) | Menunggu proses film |
| Dokumentasi Visual | Terbatas (pada UT Konvensional) | Sangat Baik (foto rontgen) |
| Akses Benda Kerja | Cukup Satu Sisi | Harus tembus (Dua Sisi) |
Ultrasonic Testing vs Magnetic Particle Testing (MT)
Magnetic Particle Testing (MT) andal dan cepat, tetapi hanya sebatas memeriksa cacat di permukaan atau tepat di bawah permukaan material feromagnetik. Sebaliknya, UT mampu menyelam hingga bermeter-meter ke dalam material padat, membuat cakupan inspeksinya jauh lebih komprehensif.
Standar dan Sertifikasi Resmi
Klaim bahwa sebuah lasan “aman” tidak ada artinya tanpa standar baku. Pekerjaan UT harus memenuhi dua hal berikut:
- Standar Prosedur: Mengacu pada kode internasional seperti ASME Section V, ASTM E164, ISO 17640, serta ISO 13588 (khusus untuk prosedur PAUT).
- Sertifikasi Personel: Kemampuan inspektur divalidasi melalui sertifikasi internasional seperti ASNT (Amerika), ISO 9712, atau PCN (Eropa).

LIHAT PRODUK ALAT UJI CACAT LAS ULTRASONIK KAMI DISINI!
Pada akhirnya, Ultrasonic Testing telah membuktikan diri sebagai tulang punggung di dalam dunia Non-Destructive Testing. Dengan kemampuannya merambat melalui gelombang suara berfrekuensi tinggi, UT mampu menembus baja tebal untuk membongkar cacat berbahaya yang tersembunyi di balik mulusnya permukaan lasan. Bagi Anda yang ingin menyelami dunia inspeksi dan jaminan mutu, memahami prinsip kerja, jenis metode, serta batasan UT adalah langkah fundamental. Bekal ini akan memberikan Anda cara pandang yang lebih utuh tentang bagaimana kualitas dan keamanan struktur besar dijamin secara pasti di lapangan.
Apakah Anda Membutuhkan Solusi Inspeksi yang Andal?
Memastikan kualitas material dan keamanan struktur las bukanlah hal yang bisa ditawar. Apabila Anda membutuhkan pasokan peralatan NDT berkualitas, jasa inspeksi profesional untuk proyek Anda, atau ingin berkonsultasi mengenai solusi Ultrasonic Testing yang paling efisien, tim ahli kami siap membantu Anda. Jangan pertaruhkan keamanan proyek Anda, hubungi kami sekarang juga!
Untuk informasi lebih lanjut, Anda dapat menghubungi:
Perusahaan: Testing Indonesia
Telepon: 021-2956-3045
WhatsApp: 0823-1234-7066 (Rizki)
Email: sales@testingindonesia.co.id
Office: Jl. Radin Inten II No 61 B, Duren Sawit, Jakarta Timur